Orlando |
||||||||
|
|
|
|||||||
| • | EN-8087 Калибр для измерения диаметра цилиндра |
| • | GE-7872 Циферблатный индикатор с магнитным основанием |
Эквивалентные местные инструменты см. Специальный инструмент .
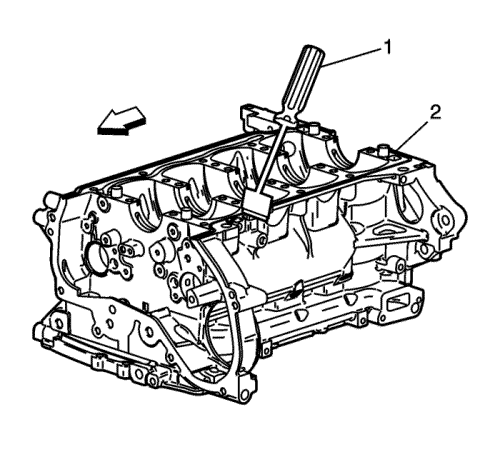
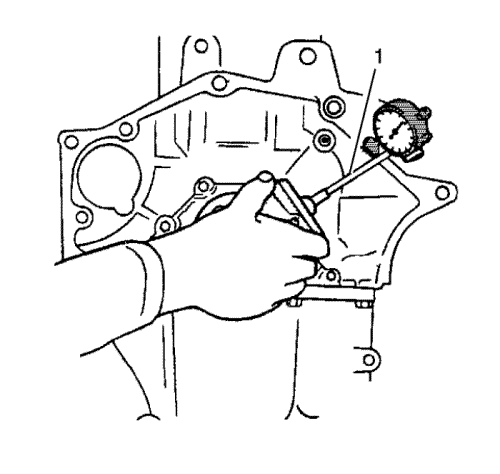
| 1. | Счистить уплотнительный материал с сопряженных поверхностей для прокладки (2) подходящим инструментом (1). |
| 2. | Промыть блок цилиндров и нижний картер в баке с чистящим растворителем, пригодным для работы с алюминием. |
| 3. | Промыть блок цилиндров чистой водой или очистить паром. |
| 4. | Прочистить масляные каналы. |
| 5. | Очистить отверстия под заглушки. |
| 6. | Проверить внутреннюю поверхность цилиндров на наличие отложений. Если на внутренней поверхности имеются отложения, но она подлежит обслуживанию, см. процедуру снятия отложений в Расточка и хонингование цилиндров : LAF, LEA или LUK . |
| 7. | Нанести моторное масло аэрозольным способом в отверстия цилиндров и на механически обработанные поверхности. |
| 8. | Проверить резьбовые отверстия. Очистить резьбовые отверстия ершиком на длинной рукоятке. При необходимости высверлить отверстия и вставить резьбовые вкладыши. См. Ремонт резьбы |
| Примечание: Запрещается механически обрабатывать поверхности нижнего картера и блока цилиндров. |
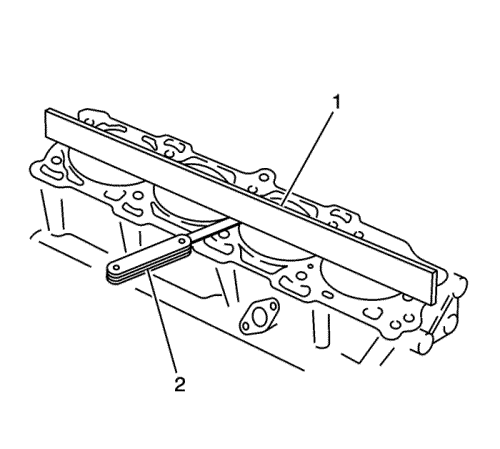
| 9. | Для измерения плоскостности верхней поверхности следует применять поверочную линейку (1) и щуп для измерения зазоров (2). Осторожно обработайте небольшие выступы. Заменить блок цилиндров, если необходимо удалить более чем 0,254 мм (0,010 дюйма). |
| 10. | Проверить отсутствие выбоин на направляющей масляного поддона. Проверить отсутствие выбоин в зоне крепления передней крышки. Для удаления выбоин следует применять плоский напильник. |
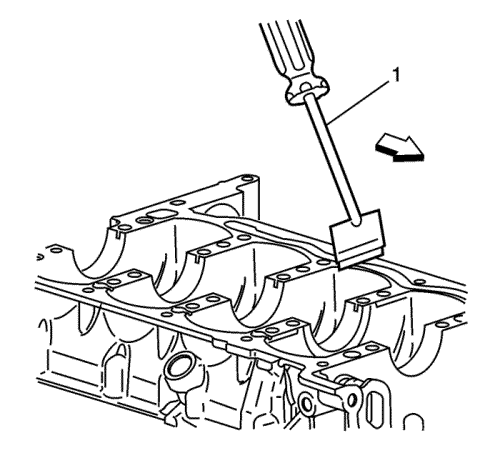
| 11. | Счистите уплотняющий материал с сопрягаемых поверхностей уплотнения на нижней стороне картера блока двигателя с помощью подходящего инструмента (1). |
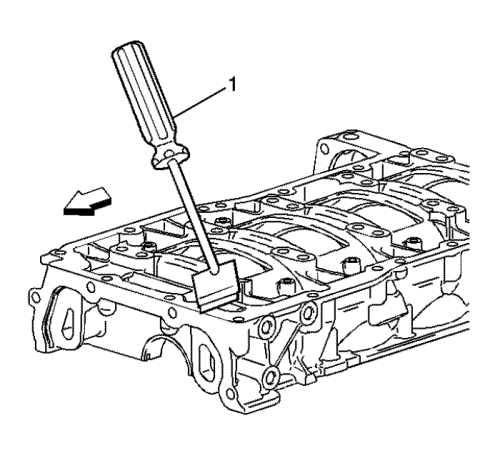
| 12. | Счистить уплотнительный материал с сопряженных поверхностей для прокладки с нижней стороны масляного поддона и картера подходящим инструментом (1). |
| 13. | Осмотрите сопрягаемые поверхности лицевой стороны трансмиссии. |
| 14. | Для измерения биения фланца блока двигателя во втулках отверстий крепежных болтов используйте следующую процедуру: |
| 14.1 | Временно установите коленвал и верхние подшипники. Измерить осевое биение фланца коленвала с помощью циферблатного индикатора GE-7872 (1). |
| 14.2 | Прижмите плоскость измерительной пластины к фланцу коленвала. |
| 14.3 | Установите шток циферблатного индикатора на втулку отверстия крепежного болта трансмиссии. Установите индикатор на 0. |
| 14.4 | Запишите показания, полученные для всех втулок отверстий для болтов. Результат измерения не должен варьировать более чем на 0,203 мм (0,008 дюйм). |
| 14.5 | Заново проверить биение фланца коленвала, если показания изменяются более чем на 0,203 м (0,008 дюйма). |
| 14.6 | Снимите коленвал и подшипники. |
| 15. | Установите опорную плиту и болты. Затяните болты опорной пластины до указанных значений. |
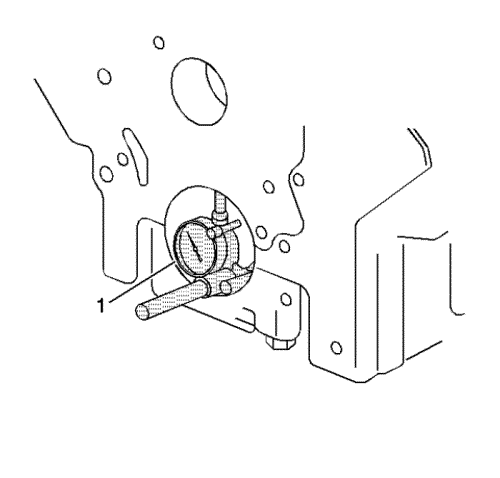
| 16. | Проверить гнезда коренных подшипников коленчатого вала. Использовать калибр EN-8087 (1) для измерения концентричности и соосности гнезда подшипника. См. Механические параметры двигателя : LAF, LEA или LUK |
| 17. | Если гнезда подшипников не соответствуют требованиям спецификации, заменить блок цилиндров и опорную плиту. |
| 18. | Снимите опорную плиту. |
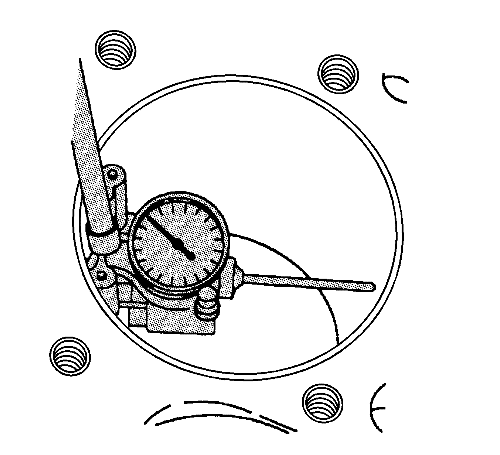
| 1. | Измерьте диаметр зеркала цилиндра 37 мм (1,457 дюйм) со стороны верхней поверхности блока цилиндров с помощью калибра EN 8087 . |
| 2. | Сравнить полученные результаты с Механические параметры двигателя : LAF, LEA или LUK . Если диаметр цилиндра больше значения, указанного в технических данных, то блок цилиндров можно увеличить на 0,25 мм (0,010 дюйма). Для обслуживания выпускаются поршни и кольца только одного увеличенного ремонтного размера. См. Расточка и хонингование цилиндров : LAF, LEA или LUK |
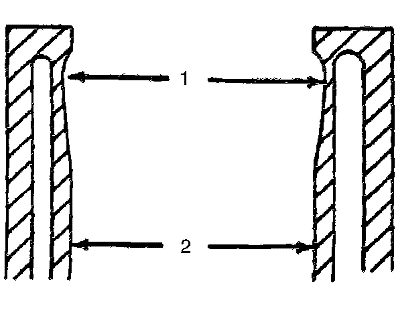
| 1. | Измерить цилиндр вдоль упорных поверхностей, перпендикулярно к оси коленчатого вала, на расстоянии 13 мм (0,510 дюйма) ниже верхней поверхности блока цилиндров (1) и записать результат измерения. |
| 2. | Измерить цилиндр вдоль упорных поверхностей, перпендикулярно к оси коленчатого вала, на расстоянии 100 мм (3,938 дюйма) ниже верхней поверхности блока цилиндров (2) и записать результат измерения. |
| 3. | Вычислить разность этих 2 измерений. Результат будет показывать конусность цилиндра. |
| 4. | Сравнить полученные результаты с Механические параметры двигателя : LAF, LEA или LUK . Если у цилиндров они превышают значения, указанные в технических данных, то блок цилиндров можно увеличить на 0,25 мм (0,010 дюйма). Для обслуживания выпускаются поршни и кольца только одного увеличенного ремонтного размера. См. Расточка и хонингование цилиндров : LAF, LEA или LUK |
| 1. | Измерить диаметр цилиндра на упорных и неупорных поверхностях цилиндра, на расстоянии 13 мм (0,510 дюйма) ниже верхней поверхности блока цилиндров (1). Записать результаты измерений. |
| 2. | Вычислить разность этих 2 измерений. Результат будет показывать некруглость в верхней части цилиндра. |
| 3. | Измерить диаметр цилиндра на упорных и неупорных поверхностях цилиндра, на расстоянии 100 мм (3,938 дюйма) ниже верхней поверхности блока цилиндров (2). Записать результаты измерений. |
| 4. | Вычислить разность этих 2 измерений. Результат будет показывать некруглость в нижней части цилиндра. |
| 5. | Сравнить полученные результаты с Механические параметры двигателя : LAF, LEA или LUK . Если у цилиндров они превышают значения, указанные в технических данных, то блок цилиндров можно увеличить на 0,25 мм (0,010 дюйма). Для обслуживания выпускаются поршни и кольца только одного увеличенного ремонтного размера. См. Расточка и хонингование цилиндров : LAF, LEA или LUK |
| © Copyright Chevrolet. All rights reserved |



